
60年以上にわたる工業用ブレードの活動、研究、研削で得た経験により、当社はお客様に専門的なコンサルティングを提供し、当社製品でテストされた高品質の研磨剤を供給することができます。その中には、円筒形のカップに入ったコランダム砥粒と、さまざまなサイズの砥粒セグメントがあります。
MVMは、同じ加工を行うのに、歴史的に円筒形リング砥石とは対照的に、セグメント砥石に取り付けられた砥粒セグメントを使用することの利点を常に提唱してきました。
研磨セグメントとリングホイールの2つの使用方法の長所と短所、相違点と利点を評価するには、(FEPA規格による)主な特性による研磨材の識別方法と、加工する材料の特性に関する用途を知る必要があります。
試験は、硬度60HRC以下の一般的なハイス鋼ペーパーブレードの研磨中に行われました。ブレード寸法:長さ1390mm 厚さ12mm 研ぎ角度24°。
以下の技術仕様の研磨剤を比較した:
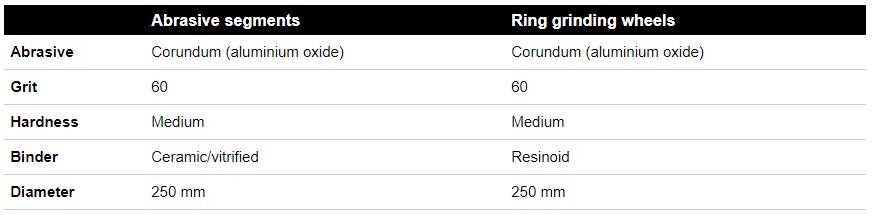
砥粒セグメントE120(寸法60/54x22x110 mm)は、セラミック/ビトリファイド結合剤を使用したコランダム60砥粒で、中硬度、外径250 mmのセグメント砥石に8個装着されています。
リング砥石は、機械的クランプのためにM6x10 mmのねじ込み式チップを備えており、それ以外の場合は、深さ10 mmの機械加工シートを備えたフランジに接着されています。外径250mm、内径200mm、コランダム60グリット、レジノイドバインダー、中硬度。

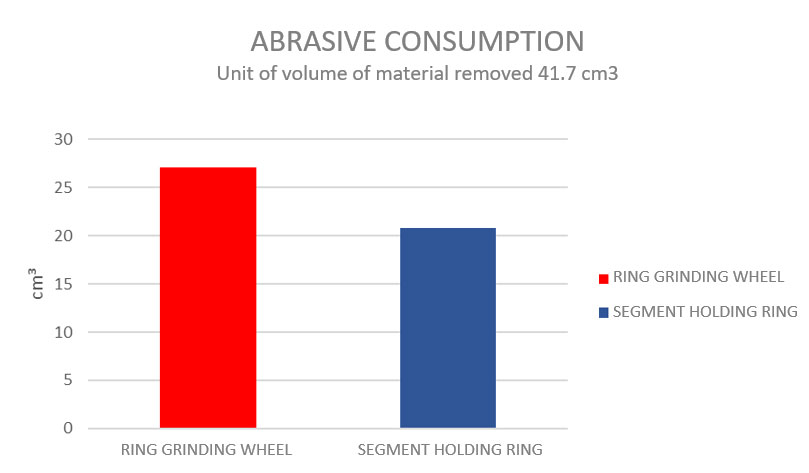
同じ作業条件(作業パラメーターは研磨剤の選択と厳密に関連しているため異なる)で、ブレードの全長にわたって切断角度で1 mmの表面材除去を行い、2つの異なる研磨剤選択の結果と性能を比較した:
ブレードから除去される材料量が同じであれば、リング砥石に比べ、セグメント砥石の方が砥材消費量が1/3少ないことがわかりました。同様に、同じ体積の研磨材が消費されるセグメントでは、除去される材料の体積が1/3になり、有利になると言うこともできます。
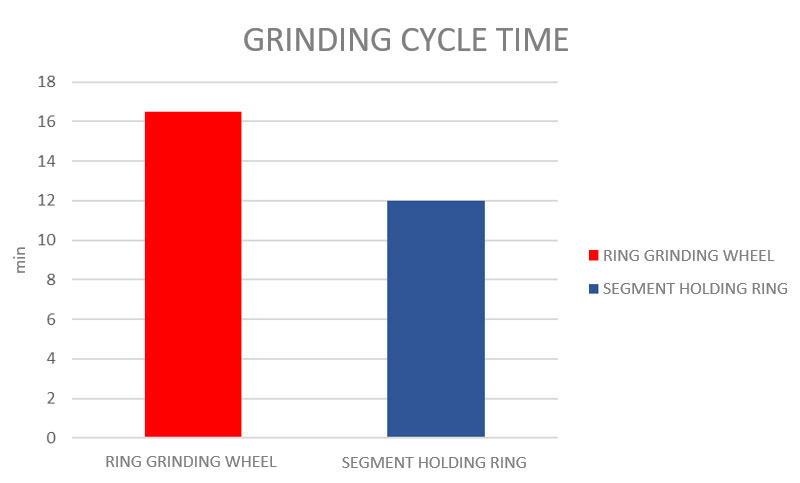
セグメント砥石によって確保される「断続的」カットは、その性質上、リング砥石によって確保される「連続的」または「一定的」カットよりも積極的であるため、より積極的な作業サイクルパラメーターを使用することができ、その結果、材料除去サイクルの速度の点でセグメントにとって有利になります。セグメントを使用することで、同じ量の材料を除去する場合、作業サイクルタイムは最大で1/3に短縮されると言えます。
「中断」切断では、冷却液ジェットのミストが大きくなり、環境内での冷却液の分散が大きくなり、「連続」切断と比べて液体総量の頻繁なチェックと補充が必要になります。切断が中断された場合には、油性ミストの封じ込めおよび吸引システムの使用をお勧めします。
セグメントは常にセラミック/ビトリファイド結合剤で作られていますが、リング砥石車は多くの場合、そして好ましくはレジノイド結合剤、特に仕上げ砥石で作られています。レジノイドバインダーは、その有機的な性質から、通常研磨剤に記載されている製品の有効期限(貯蔵寿命)があり、時間、化学的、物理的な要因(潤滑油、水和塩、紫外線、湿度など)によって研磨剤が劣化し、使用中に破損することを防いでいます。これらの要因によって、倉庫の管理は非常に難しくなっています
情報リクエスト: mvmsrl@mvmsrl.it
 日本
日本 Italiano
Italiano English
English Deutsch
Deutsch Français
Français Español
Español Русский
Русский 中文版本
中文版本



